
论文:工厂化循环水养殖对虾研究进展
工厂化循环水养殖对虾研究进展
吴雯艳,邵一涵,叶雯雯,邵翔世,倪铠,赵波
(浙江海洋大学水产学院,浙江 舟山 316000)
在沿海工业用地占有率不断提高,国家对节能减排、生态友好的不断倡导下,传统养殖模式已经不适应当前的发展,亟待转变。工厂化循环水养殖模式具有节约水土资源、生产控制能力强、养殖密度高、污染物处理率高以及水产品质量好的优点。
1 工厂化循环水养殖的系统结构
工厂化循环水产养殖系统是通过物理、化学与生物方法从水体中去除残留的饵料、粪便、亚硝酸盐、悬浮固体及其他有害污染物,来进行水体的循环利用。工厂化循环水养殖系统是由过滤系统、充氧系统、消毒系统、温度控制系统、水质监测系统和其他组件组成[1]。对虾工厂化循环水养殖技术是以现代微生物技术(生物絮团技术)为基础,三阶段跑道式养殖池工程化设施为支撑,高效循环水处理为依托,智能化精确控制为保障,实现全年高产、稳产的对虾现代工业化养殖技术体系,具备高密度养殖、零排放、饲料系数低、在线实时监控、智能化调控与投饵、水循环利用达90%和产品优质等优势(图1)。
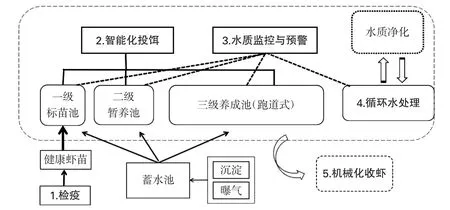
图1 工厂化循环水对虾养殖系统工作流程
1.1 国内工厂化循环水养殖系统配置
刘晓蒙等[2]提出工厂化水产养殖循环水处理系统一般由4个部分组成:固液分离、气浮一体化处理、生物滤池和消毒。目前,电弧筛是工厂化养殖中常用的固液分离设备,蛋白分离器是气浮综合处理的重要设备,生物滤池主要通过生物膜过滤水中有害物质来达到去除水中污染物的目的。目前市场上常用臭氧和紫外线杀菌消毒。
刘雨青等[3]设计了一套PLC控制系统。该系统以西门子S7—200为核心进行开发,主要特点是自动化程度高,运行过程平稳、安全,便于维护保养。整个系统分为以下5大模块:生物反应器自循环、水循环及过滤、应急处理、水质监测、设备控制和恒温温控。研究表明,该系统可在工厂化养殖过程中自动检测水质,控制水中环境因子,如温度、pH值等,将养殖环境控制在最佳状态,适合大规模和高密度水产养殖。
姜辉等[4]研制了一种不借助任何外在驱动,实现在养殖过程中提前处理并去除固态颗粒的自动排水排污系统,适用于国内大多数工厂化养殖。在该系统中,当竖直方向和筛网角度成45°左右时,毛刷不仅和筛网接触面积小,而且对水轮转动的阻力小,同时消耗的水量较少,去除固态颗粒效率高,安装方便。
1.2 国外工厂化循环水养殖系统配置
马德林等[5]研究发现,双通道下水道是目前国外工厂化循环水养殖系统主要用来排放废水的设备,经过特别处理的是剩饵、粪便和其他固体颗粒。在工厂化循环水养殖过程中,同时使用不同饲料投喂,大部分饲料都是细小、松散的颗粒,具有不同的沉淀率,沉降过程中速率只能达到0.01 cm/s,过程缓慢。因此这类颗粒无法实时有效地聚集在水池底部的污水出口处。为解决这些问题,国外相关研究人员使用了双通道排污管,极大地提高了沉降的速率,固体废物和不受干扰的粪便可以2~5 cm/s的速率很好地沉降。
1.3 4种对虾工厂化循环水养殖系统比较
刘晃等[6]分析比较了4种典型的对虾工厂化循环水养殖系统的养殖试验。(1)美国得克萨斯州的跑道式对虾养殖系统:主要包括跑道式养殖池、悬浮物去除设备(转鼓微过滤器和蛋白质分离器)以及充氧单元。(2)中国台湾省台南室内自动循环水虾养殖系统主要包括主体结构(屋架和虾池)、自动监控系统、循环水处理设备等。(3)基于微藻循环水生产养殖的夏威夷系统,使微藻、虾和贝类共生于连续运行的循环水养殖系统。微藻吸收了虾塘水中溶解的总氨氮,同时微藻是甲壳类系统的饵料,维持了系统的整体生物量平衡。(4)美国佛罗里达州的水产养殖系统,将虾类养殖过程分为3个独立的阶段:青春期、中期和成年阶段,每个阶段都在不同的水产养殖池塘中完成。
2 工厂化循环水养殖对虾与传统养殖模式的对比
2.1 工厂化循环水养殖模式与池塘养殖的对比
李玉全等[7]通过30 d的对虾养殖,对比露天养殖池塘与室内工厂化养殖池中对虾的生长情况。结果表明,工厂化养殖系统的溶解氧、氨态氮和无机磷的含量高于池塘养殖。工厂化养殖对虾的生长速度比池塘养殖要低得多,但工厂化养殖对虾的高密度可以弥补生长不足的缺陷,并能获得较高的单位面积生长量。
李玉全[8]通过对4个养殖池的分析,得出了工厂化对虾养殖环境与池塘养殖环境之间的差异。对简单的水循环系统分析表明,工厂化养殖的对虾生长速度低于池塘养殖,但工厂化养殖密度高,可弥补生长速度的不足,获得更高的单位面积生长量。试验设计的简易水处理系统对悬浮性颗粒物的沉淀率达到66.6%,对总氨氮、亚硝酸盐氮、硝酸盐氮、磷酸盐的去除率分别达到了58.1%,43.0%,55.9%和29.1%。使用该简单系统可有效处理水产养殖废水,所需成本低,操作简单。
2.2 工厂化循环水养殖模式与高位池养殖模式的对比
王凌等[9]对南方高位池养殖生态环境的研究表明,高位池养殖废水排放量大且污染物超标严重。以海南省为例,2005年高位池养殖废水排放超过全省化学需氧量入海总量的三分之一,高位池废水中高锰酸盐指数和无机氮含量高,对近海海域水质、水生生物影响很大。对35口井的水质调查结果表明,井水受氯化物严重污染,超过《地下水质量标准》(GB/T 14848—2017)三类标准1.2~35.8倍,已不能饮用。
颉晓勇等[10]研究了高位池养殖对环境的污染,结果表明,高位池养殖的利润绝大部分来自生态环境资源的免费使用。高排水量和高灌溉量确保了水产养殖水环境的稳定性,但水产养殖水体中的污染物却被带到了海洋,引起水体富营养化,在沿海地区引起频繁的赤潮。此外,由于大规模的灌溉和排水,以及不断的交换和扩散,各种水域中的病原体已进入海洋,导致整个海洋区域都携带病原体。以南美白对虾为例,浙江省舟山市不同养殖模式下对虾的产量见表1。
![]()
表1 不同养殖模式下对虾的产量
3 工厂化循环水养殖对虾模式存在的问题
尽管工厂化循环水养殖模式具有许多优点,但也存在不足。首先需要解决的是工厂化循环水养殖中的热源问题,目前大多数企业与养殖场采用烧锅炉等形式进行升温保温,不仅对煤、电等能源需求大,对生态环境未产生保护作用。而火力、光伏发电中产生的余热是一大不可忽视的能源,如若充分利用余热,不但能为发电厂降低温度,降低高温爆炸的风险,还能很好解决南方冬季对虾养殖中热能供应的问题。此外,工厂化循环水养殖由于自身特殊的养殖环境,对虾颜色、品质的保证,水循环过程中水质的保持,废水的处理与循环利用,成为了重中之重。
3.1 工厂化循环水养殖中热源
所调查的养殖企业中,能源成本占总成本的比例最高,达32%(图2),饵料、人力、折旧、苗种、维修成本所占比例分别为22%,19%,12%,11%和4%;而用于生产的电能和煤分别占能源成本的60%和30%,占总成本的比例分别为20%和2%。养殖场的耗能设备主要有海水泵、消毒装置、锅炉水泵、锅炉、气泵、照明设备、冷库制冷机组、柴油发电机等。解决养殖成本中的能源问题,对于提高水产行业利润、提高资源利用率和促进环境保护具有重要意义。
![]()
图2 养殖场总成本和能源成本分析
王际英等[11]在工厂化养殖系统中,应用地源热泵这一清洁能源来降低能源损耗,减少废水污染。指出,土壤源热泵系统、地下水源热泵系统和地表水源热泵系统的区别在于取热是来自水源还是土源。目前,以地下水为热源的热泵系统是我国应用最广泛的系统,主要采取的是“异井抽灌”与“单井抽灌”这2种技术。但地源热泵调控系统的初期投资比以往系统要高。此外,大量抽取地下水导致地面下陷的问题也日趋严重,尽管采用地热能作为清洁能源,但对于土壤、蓄水层的破坏不可逆。
胡清等[12]研究了燃煤电厂废热回收和燃烧气体的使用技术。指出,不同类型锅炉的热损失、锅炉的总热损失是废气热损失的2倍甚至更多。目前,市场上最受欢迎和广泛使用的烟气余热回收技术主要包括:低温省煤器技术、低温烟气处理技术、前置式液相介质空预器与低温省煤器组合技术、新型电站锅炉余热利用综合优化技术。
刘健兵[13]聚焦光伏系统余热发电的研究。开展了砷化镓电池与导热油的光热转换实验的结果表明,对比3种冷却方式,采用导热油的冷却方式,电池的输出功率相对较高,因而导热的效率最高。通过光伏系统余热发电的蒸发温度,表明随着蒸发温度提高,总能效率增加。导热油方式的余热转换经济效益高。
李文甲等[14]基于热力学的基本理论,从太阳能可逆转换的角度出发,构架太阳能可逆转换利用模型。研究太阳能发电光热甲醇热化学互补利用方法和系统的热力学和动力学。结果发现,太阳能可以通过吸热化学反应存储,且该系统具有能量储存功能,可以连续24 h实现需求的能量供应目标。实现了较低品位太阳热能向高品位化学能的转化,最终系统太阳能净发电效率达到39%。
3.2 工厂化循环水养殖中水质保持与污水处理
在海水养殖快速发展的背景下,养殖水体与周围水域中的有机物含量逐年增加,造成养殖水体与邻近水域富营养化,水质恶化,病菌滋生而导致病害泛滥,甚至造成水域生态系统完全崩溃与失衡的局面。因此,提高养殖过程中废水、污水的循环利用率是当下工厂化养殖亟待解决的问题,对于水产循环经济可持续发展具有重大现实意义。
刘喻等[15]研究了全封闭式循环水质保持系统的工作原理和工艺流程,对系统运行进行动态监测和效果分析。结果表明,养殖场排放的水中主要污染物是氮、碳、磷、硫和其他元素,该系统利用微生物的新陈代谢来分解和吸收多余的元素。工艺流程主要有以下几方面:机械过滤和臭氧氧化、缺氧沉淀和油污的去除、厌氧污泥和生物膜处理、好氧污泥和生物膜处理、终沉池沉淀污泥上层除水处理、调整盐度和pH值以及温度、增氧后进入养殖车间使用。主要进行以下几方面的检测:车间排出水的各项污染指标的检测、生物膜和活性污泥的微生物活性及处理能力的检测、终水的水质检测。最终将水质保持的核心问题总结为以下两点:一是要提高微生物逐渐适应环境的水平,继而保持生态系统稳定存活;二是在宏观上整体把握整个运转系统,保证系统运转稳定。
彭树锋等[16]通过实验探索生物过滤器、ORP仪等设备对水净化的处理效果。设计循环水处理系统,并进行实验。实验1开启部分系统,共7种组合;实验2开启整套系统。进水口、出水口分别取水样,实验重复4次,对测得的结果进行平均值及方差分析。处理数据得到检测结果后,对每种组合下的检测结果分析,对比每种组合下的氨氮(NH4+-N)和细菌的去除率。结果表明,紫外线杀菌器、臭氧发生器、蛋白质分离器和生物过滤器联合使用可对水体起到良好的净化效果。
曹涵[17]研究了循环水养殖生物滤池滤料挂膜及其水处理效果。在生物滤波器的设计中,指出滤材的选择是研究的重点,也是改进生物滤波器技术的重要课题。在3种生物膜形成方法中,通过对弹性、半弹性、柔性和悬浮球形生物滤波器材料的试验,添加了自然生物膜和活性梯形生物膜。结果表明,填充悬浮固体生物滤镜的生物膜形成方法既简单又经济,由活性污泥生物膜形成的球形生物滤波器材料用于处理废水,具有良好效果。
郑瑞东等[18]对泡沫分离法在工厂化养殖废水处理中的应用进行了研究。结果表明,在净水处理中,气泡分离处理方法可通过吸附泡沫除去溶解有机物和悬浮物(SS),并且适用于聚合养殖循环水处理。在泡沫分离方法中,SS的平均去除率是60%,可同时在不同程度上除去化学需氧量(COD)和其他污染物。泡沫分离方法操作简单、过程稳定、效果好。适用于低能耗、低投资和低浓度的分离。但在去除水中悬浮固体的同时,也去除了泡沫中有益的微量元素。
4 工厂化循环水养殖模式的推广阻力
目前,工厂化循环水养殖主要受到以下2种因素制约:一是养殖密度。设备养殖密度难以符合35 kg/m3水体目标,并非目标太高,而是受设备缺陷所致。二是设备运行成本。循环水养殖设备呈现价格、能耗及维护成本的“三高”现状。此外,由于工厂化循环水养殖模式发展较晚,我国在设施及装备等方面与发达国家还有很大的差距。设备的标准化和自动化程度较低,新型清洁可再生能源的开发滞后,养殖场人员素质和结构不能满足循环水养殖的要求,用传统养殖设施的管理思路运作循环水设施,难以使设施系统体现工业化的生产效能。
田建中[19]在对河北省“十四五”水产技术推广发展方向初探中指出,推广的难度有以下几点:一是人员和机构减少,工作任务不断增加,转变推广方式和模式迫在眉睫;二是人员结构及素质距发展现代渔业的新要求还有较大的差距;三是“十三五”期间,虽然装备水平有所提高,但距新形势的要求还有很大差距。
王卫平等[20]在深化工厂化循环水养殖改革中指出,制约工厂化循环养殖的首要问题是资金,在发展初期需要投入大量的资金来保证运营;其次是人才,懂得工厂化循环水养殖的相关技术和能保证配套设备使用并安全运转的先进人才少之又少,加强人才引进与培训是促进工厂化循环水养殖进一步发展的重中之重。
5 结语
工厂化循环水养殖模式是新形势下水产养殖的发展趋势,是一种新型的高效养殖模式,以养殖用水净化后循环利用为核心特征,节电、节水、节地,符合当前国家提出的循环经济、节能减排、转变经济增长方式的战略需求,很大程度上提高了对虾养殖的集约化程度和智能化水平。该养殖模式通过采用封闭式养殖用水净化处理系统,加强养殖过程中饲料管理、日常巡查以及水质调控,不断提高对虾养殖的科学性,实现对虾养殖的优质、高产和高效节能减排,促进对虾养殖业的可持续发展。
声明:本站属公益性没有商业目的的网站,上列文章仅供个人学习参考。本站所发布文章为原创的均标注作者或来源,未经授权不得转载,许可转载的请注明出处。本站所载文章除原创外均来源于网络,如有未注明出处或标注错误或侵犯了您的合法权益,请及时联系我们!
欢迎关注本站(可搜索)"养鱼E线"微信公众帐号和微信视频号"养鱼一线"以及头条号"水花鱼@渔人刘文俊"!
